
在机械加工过程中,经常用到铣刀、车刀,它们成为我们每天生产必不可少的基本条件。很多新接触机加工行业的人员不知道什么是铣刀、车刀,也不知道它们有什么区别。今天在这里说说机加工厂常用的铣刀、车刀的概念和不同。
一、车刀、铣刀的概念:
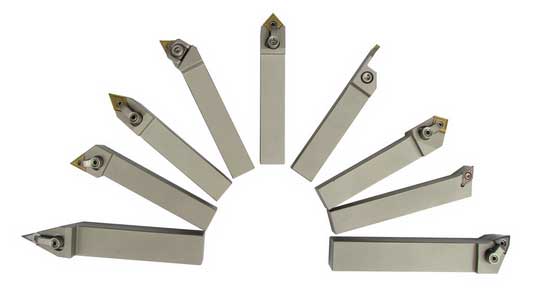
1.车刀:车刀是用于车削加工的、具有一个切削部分的刀具。车刀是切削加工中应用最广的刀具之一。
车刀的工作部分就是产生和处理切屑的部分,包括刀刃、使切屑断碎或卷拢的结构、排屑或容储切屑的空间、切削液的通道等结构要素。车刀的工作部分就是产生和处理切屑的部分,包括刀刃、使切屑断碎或卷拢的结构、排屑或容储切屑的空间、切削液的通道等结构要素。车刀的切削部分由主切削刃、副切削刃、前刀面、主后刀面和副后刀面,刀尖角成。车刀的切削部分和柄部(即装夹部分)的结合方式主要有整体式、焊接式、机械夹固式和焊接-机械夹固式。
机械夹固式车刀可以避免硬质合金刀片在高温焊接时产生应力和裂纹,并且刀柄可多次使用。机械夹固式车刀一般是用螺钉和压板将刀片夹紧,装可转位刀片的机械夹固式车刀。刀刃用钝后可以转位继续使用,而且停车换刀时间短,因此取得了迅速发展。
车刀分类:
(1)按结构可分为整体车刀、焊接车刀、机夹车刀、可转位车刀和成型车刀。其中可转位车刀的应用日益广泛,在车刀中所占比例逐渐增加。
(2)硬质合金焊接车刀 所谓焊接式车刀,就是在碳钢刀杆上按刀具几何角度的要求开出刀槽,用焊料将硬质合金刀片焊接在刀槽内,并按所选择的几何参数刃磨后使用的车刀。
(3)机夹车刀 机夹车刀是采用普通刀片,用机械夹固的方法将刀片夹持在刀杆上使用的车刀。
2.铣刀:是用于铣削加工的、具有一个或多个刀齿的旋转刀具。工作时各刀齿依次间歇地切去工件的余量。铣刀主要用于在铣床上加工平面、台阶、沟槽、成形表面和切断工件等。

铣刀的分类:
(1)圆柱形铣刀:用于卧式铣床上加工平面。刀齿分布在铣刀的圆周上,按齿形分为直齿和螺旋齿两种。按齿数分粗齿和细齿两种。螺旋齿粗齿铣刀齿数少,刀齿强度高,容屑空间大,适用于粗加工;细齿铣刀适用于精加工。
(2)面铣刀:用于立式铣床、端面铣床或龙门铣床上加工平面,端面和圆周上均有刀齿,也有粗齿和细齿之分。其结构有整体式、镶齿式和可转位式 3种。
(3)立铣刀:用于加工沟槽和台阶面等,刀齿在圆周和端面上,工作时不能沿轴向进给。当立铣刀上有通过中心的端齿时,可轴向进给。
(4)三面刃铣刀:用于加工各种沟槽和台阶面,其两侧面和圆周上均有刀齿。
(5)角度铣刀:用于铣削成一定角度的沟槽,有单角和双角铣刀两种。
(6)锯片铣刀:用于加工深槽和切断工件,其圆周上有较多的刀齿。为了减少铣切时的摩擦,刀齿两侧有15′~1°的副偏角。
(7)此外,还有键槽铣刀、燕尾槽铣刀、T形槽铣刀和各种成形铣刀等。T形铣刀用来铣T形槽。
二、车刀和铣刀区别:
1.用途及加工方式:车刀是用于车削加工的、具有一个切削部分的刀具;铣刀,是用于铣削加工的、具有一个或多个刀齿的旋转刀具。
2.结构:车刀包括刀刃、使切屑断碎或卷拢的结构、排屑或容储切屑的空间、切削液的通道等结构。铣刀各刀齿依次间歇地切去工件的余量;铣刀工作端面有刀齿,为加工部位,主要用于在铣床上加工平面、台阶、沟槽、成形表面和切断工件等。
3.分类:车刀按结构可分为整体车刀、焊接车刀、机夹车刀、可转位车刀和成型车刀;铣刀分整体式、整体焊齿式、镶齿式、可转位式。
4.材料:车刀常用高碳钢、高速钢、非铸铁合金刀具、烧结碳化刀具、陶瓷车刀;铣刀常用高速工具钢、硬质合金
5.车刀的用途:车刀是应用最广的一种单刃刀具,也是学习、分析各类刀具的基础。车刀用于各种车床上,加工外圆、内孔、端面、螺纹、车槽等。车刀按结构可分为整体车刀、焊接车刀、机夹车刀、可转位车刀和成型车到。其中可转位车刀的应用日益广泛,砸车刀钟所占比例逐渐增加。
6.铣刀的用途:
(1)平头铣刀,进行粗铣,去除大量毛坯,小面积水平平面或者轮廓精铣;
(2)球头铣刀,进行曲面半精铣和精铣;小刀可以精铣陡峭面/直壁的小倒角。
(3)平头铣刀带倒角,可做粗铣去除大量毛坯,还可精铣细平整面(相对于陡峭面)小倒角。
(4)成型铣刀,包括倒角刀,T形铣刀或叫鼓型刀,齿型刀,内R刀。
(5)倒角刀,倒角刀外形与倒角形状相同,分为铣圆倒角和斜倒角的铣刀。
(6)T型刀,可铣T型槽。
(7)齿型刀,铣出各种齿型,比如齿轮。
(8)粗皮刀,针对铝铜合金切削设计之粗铣刀,可快速加工。
在机加工行业,根据需要合理正确选择加工刀具,不但能提升生产效益,更能确保产品品质,创造更多价值。
 微信二维码
微信二维码